
 Industry News
Industry NewsThe Science of Invisible Seams: How Vacuum Brazing Joins Dissimilar Metals
Normantherm•5/22/2026
When engineering complex systems like aerospace thrusters, medical devices, or high-performance electric vehicle heat exchangers, designers frequently face a major hurdle: joining entirely different metals.
What is Vacuum Brazing?
Unlike welding, which melts the base metals to fuse them together, brazing keeps the base metals intact. Instead, it relies on a lower-melting-point filler metal (an alloy like silver, gold, copper, or nickel) to act as the "glue."
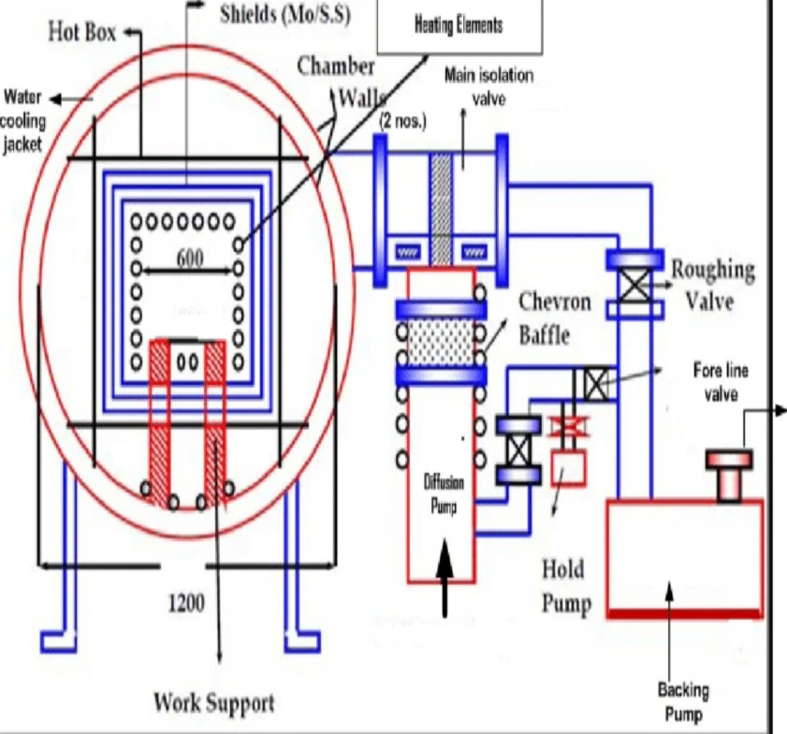
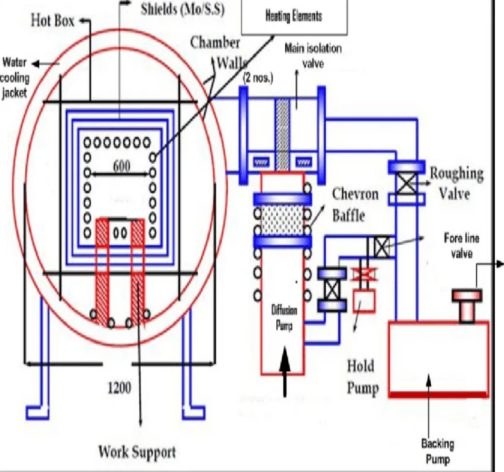
What sets vacuum brazing apart is that the entire operation happens inside a sealed, heavily controlled furnace chamber completely stripped of air.
By pulling a deep vacuum, two critical things happen:
1.Oxidation is prevented: At high temperatures, oxygen instantly reacts with metals to form scale and oxides, which ruin joints. The vacuum eliminates oxygen entirely.
2.No flux required: Traditional brazing uses chemical fluxes to clean the metal surfaces. In a vacuum, the environmental purity removes the need for these corrosive chemicals, leaving behind a perfectly clean joint with no residue to clean off.
Step-by-Step: How the Process Works
To achieve a flawless bond between two different metals, the process must follow a precise sequence:
1.Surface Preparation: The Foundation.The parts must be meticulously cleaned. Any grease, oil, or existing surface oxides will prevent the filler metal from bonding. Chemical etching or ultrasonic cleaning is typically used.
2.Fixturing and Filler Application: Setting the Gap.The filler metal is placed at the joint interface as a paste, foil, or wire. The two distinct metals are then clamped into a specialized fixture. The gap between them must be incredibly precise—often between 0.02 mm and 0.1 mm—to allow capillary action to work.
3.The Vacuum Pull & Thermal Soak: The Furnace Cycle.The assembly goes into the furnace, and pumps draw the atmosphere down to a high vacuum. The furnace heats up slowly to an intermediate temperature to allow the entire assembly to equalize in temperature, preventing warping between the two different metals.
4.Melting & Capillary Action: Creating the Bond.The temperature is raised just above the liquidus point (melting temperature) of the filler metal, but safely below the melting points of the base metals. The molten filler liquefies, wets the surfaces of both base metals, and is drawn completely into the tiny joint gap by capillary action.
5.Controlled Cooling: Solidification.The furnace is cooled slowly and uniformly. The filler metal solidifies, creating a incredibly strong, leak-tight atomic bond across the entire joint interface.

